![]()
 Erabiltzailearen eskuliburua
Erabiltzailearen eskuliburua
Premium Core Lerrokatzea
Fusio-juntagailua
Ver V1.00
Hitzaurrea
Eskerrik asko aukeratzeagatik View INNO Instrument-eko 8X Fusion Splicer. The View 8X produktuen diseinu berritzailea eta fabrikazio-teknologia bikaina hartzen ditu bezeroei aurrekaririk gabeko splicing-esperientzia eskaintzeko.
Teknologia guztiz berriak asko murrizten du juntze eta berotze denbora. Estimazio-metodo aurreratuak eta lerrokatze-teknikak empaldura-galeren estimazio zehatza bermatzen du. Produktu-diseinu sinple baina modan dagoenez, barne-egitura sofistikatua eta iraunkortasun fidagarria, juntura edozein ingurune eragiletarako egokia da. Eragiketa-interfaze dinamikoak eta elkartze modu automatikoak erosotasun handia eskaintzen die erabiltzaileei.
Informazio gehiagorako View 8X, mesedez bisitatu gure ofiziala webgunean www.innoinstrument.com.
 Erabiltzailearen eskuliburu honek erabilera, errendimenduaren ezaugarriak eta oharrak azaltzen ditu View 8X fusio-juntagailua eta nola instalatu eta funtzionatu. Eskuliburu honen helburu nagusia erabiltzailea juntagailua ahalik eta gehien ezagutzea da.
Erabiltzailearen eskuliburu honek erabilera, errendimenduaren ezaugarriak eta oharrak azaltzen ditu View 8X fusio-juntagailua eta nola instalatu eta funtzionatu. Eskuliburu honen helburu nagusia erabiltzailea juntagailua ahalik eta gehien ezagutzea da.
![]() Garrantzitsua!
Garrantzitsua!
INNO Instrumentuak erabiltzaile guztiei eskuliburu hau irakurtzea gomendatzen die funtzionatu aurretik View 8X fusio-juntagailua.
1. kapitulua – Parametro teknikoak
1.1 Aplika daitekeen zuntz mota
- Lerrokatze-metodoa: Premium Core Lerrokatzea
- SM(ITU-T G.652&T G.657) / MM(ITU-T G.651) / DS(ITU-T G.653) / NZDS (ITU-T G.655) / CS (G.654) / EDF
- Zuntz kopurua: Bakarra
- Estalduraren diametroa: 100μm - 3mm
- Estalduraren diametroa: 80-150μm
1.2 Ejuntura-galera
Zuntz bera ITU-T estandarrari dagokion mozketaren metodoaren bidez lotu eta neurtzen da. Splice-galeren balio tipikoak hauek dira:
- SM: 0.01 dB
- MM: 0.01 dB
- DS: 0.03 dB
- NZDS: 0.03 dB
- G.657:0.01dB
1.3 Ejuntura modua
- Lotura-denbora: Modu azkarra: 4 s / SM modua Batez bestekoa: 5 s (60 mm argala)
- Splice memoria: 20,000 Splice Datu / 10,000 Splice irudi
- Splice Programak: Gehienez 128 modu
1.4 Berokuntza
- 5 babes-mahuka mota: 20mm - 60mm.
- Berotze-denbora: Modu azkarra: 9 s / Batez bestekoa: 13 s (60 mm liraina)
- Berokuntza-programak: Gehienez 32 modu
1.5 Elikatze iturria
- AC sarrera 100-240V, DC sarrera 9-19V
- Bateriaren edukiera: 9000 mAh / Eragiketa-zikloa: 500 ziklo (Splicing + Berokuntza)
1.6 Tamaina eta pisua
- 162 W x 143 H x 158 D (gomazko parachorra barne)
- Pisua: 2.68 kg
1.7 Ingurumen Baldintzak
- Funtzionamendu-baldintzak: Altuera: 0 eta 5000 m, Hezetasuna: 0 eta % 95, Tenperatura: -10 eta 50 ℃, Haizea: 15 m/s;
- Biltegiratze baldintzak: Hezetasuna: % 0tik 95era, Tenperatura: -40 eta 80 ℃;
- Erresistentzia-probak: Talketarako erresistentzia: beheko gainazaleko erortzetik 76 cm-ra, hautsarekiko esposizioa: 0.1 eta 500 um-ko diametroa aluminiozko silikatoa, euriarekiko erresistentzia: 100 mm/h 10 minutuz
- Urarekiko erresistentzia (IPx2)
- Talketarako erresistentzia (jaitsiera 76 cm-tik aurrera)
- Hautsaren erresistentzia (IP5X)
1.8 Bestelakoak
- 5.0″ koloretako LCD pantaila, ukipen-pantaila osoa
- 360x, 520x handitzea
- Tiraketa proba: 1.96 eta 2.25 N.
1.9 Bateriaren neurriak
- Ez ukitu edo kolpatu bateria objektu zorrotz edo zorrotzekin.
- Mantendu bateria metalezko material eta objektuetatik urrun.
- Ez bota, erortzen, kolpatu edo tolestu bateria, eta ez kolpatu edo zapaldu.
- Ez konektatu bateriaren anodoaren eta katodoaren terminalak kable elektrikoa bezalako metalekin, balizko zirkuitu laburrak saihesteko.
- Ziurtatu bateriaren anodoaren edo katodoaren terminala ez dela ontziaren aluminiozko geruzarekin kontaktuan jartzen, zirkuitulaburra eragin dezakeelako.
- Ez desmuntatu bateriaren zelula.
- Saihestu bateria uretan murgiltzea, urak eragindako kalteak bateriaren zelula funtzionatzen ez duelako.
- Ez jarri edo erabili bateria bero-iturrietatik gertu, hala nola suaren ondoan, eta saihestu bateria gehiegi berotzea.
- Ez ezazu bateria zuzenean soldatzea eta saihestu oso giro beroetan kargatzea.
- Ez jarri bateria mikrouhin labe batean edo presio handiko ontzi batean.
- Mantendu bateria ingurune beroetatik urrun, adibidez, auto baten barruan denbora luzez edo eguzki-argia zuzenean.
- Erabat debekatuta dago kaltetutako bateria erabiltzea.
- Elektrolito-ihesak izanez gero, mantendu bateria edozein sute-iturritik urrun.
- Bateriak elektrolito usain bat igortzen badu, ez erabili.
2. kapitulua – Instalazioa
2.1 Segurtasun-abisua eta neurriak
As View 8X silizezko beirazko zuntz optikoen fusiorako diseinatuta dago, oso garrantzitsua da juntura ez erabiltzea beste helburuetarako. Splicer doitasun-tresna bat da eta kontu handiz maneiatu behar da. Horregatik, eskuliburu honetako segurtasun-arau eta neurri orokorrak irakurri behar dituzu. Abisu eta oharrak jarraitzen ez dituen ekintzak fusio-juntagailuaren diseinu, fabrikazio eta erabileraren segurtasun-arauak hautsiko ditu. INNO Instrumentek ez du inolako erantzukizunik hartuko erabilera okerrak eragindako ondorioengatik.
Operazioko Segurtasun-abisuak
- Inoiz ez erabili uztargailua ingurune sukoietan edo lehergaietan.
- EZ ukitu elektrodoak lokailua piztuta dagoenean.
![]() Oharra:
Oharra:
Erabili zehaztutako elektrodoak soilik fusio-juntagailurako. Hautatu [Ordeztu elektrodoa] Mantentze-menuan elektrodoak ordezkatzeko, edo juntagailua itzali, deskonektatu AC elikadura iturria eta kendu bateria elektrodoak ordeztu aurretik. Ez hasi arku-deskarga bi elektrodoak behar bezala kokatuta ez badaude.
- Ez desmuntatu edo aldatu jungailuaren osagairik baimenik gabe, erabiltzaileek eskuliburu honetan azaltzen den moduan desmuntatzeko edo aldatzeko espresuki baimendutako osagaiak edo piezak izan ezik. Osagaien ordezkapena eta barne-doikuntzak INNOk edo bere baimendutako teknikari edo ingeniariek bakarrik egin beharko dituzte.
- Saihestu juntagailua likido sukoiak edo lurrunak dituzten inguruneetan, jungailuak sortzen duen arku elektrikoak sute edo leherketa arriskutsuak sor ditzakeelako. Ez erabili juntagailua bero-iturrietatik gertu, tenperatura altuko eta hautsez betetako inguruneetan edo juntagailuan kondentsazioa dagoenean, deskarga elektrikoa, junturaren funtzionamendu okerra edo juntze-errendimendua arriskuan jarri baitaitezke.
- Ezinbestekoa da segurtasun-betaurrekoak erabiltzea zuntzak prestatzeko eta juntze-eragiketetan. Zuntz zatiek arrisku handia izan dezakete begiekin, azalarekin edo irensten badira.
- Kendu bateria berehala juntura erabiltzean arazo hauetakoren bat nabaritzen bada:
- Keak, usain desatseginak, zarata anormalak edo gehiegizko beroa.
- Likidoa edo materia arrotza juntagailuaren gorputzean sartzen da (karkasa).
- Lotura hondatuta edo erortzen da.
- Matxura hauetakoren bat izanez gero, mesedez jarri berehala harremanetan gure zerbitzu zentrora. Splicing-a hondatuta dagoen egoeran egoten uzteak berehalako ekintzarik gabe ekipamenduaren matxura, deskarga elektrikoa, sutea ekar ditzake eta lesio edo heriotza eragin ditzake.
- Saihestu gas konprimitua edo aire kontserbatua erabiltzea juntagailua garbitzeko, produktu hauek deskarga elektrikoan piztu daitezkeen material sukoiak izan ditzakete eta.
- Erabili horretarako izendatutako bateria estandarra soilik View 8X. AC elikadura-iturri oker bat erabiltzeak keak, deskarga elektrikoak, ekipoak kalteak eragin ditzake eta sutea, zauriak edo heriotza eragin ditzake.
- Erabili zehaztutako kargagailua soilik View 8X. Ez jarri objektu astunak AC korronte kablean eta ziurtatu bero-iturrietatik urrun dagoela. Kable desegokia edo hondatuta erabiltzeak kea, deskarga elektrikoa, ekipoan kalteak eragin ditzake eta sua, zauriak edo heriotza ere eragin ditzake.
Mantentze-lanak eta kanpoko zainketak
- Ez erabili objektu gogorrak V zirrikitu eta elektrodoak garbitzeko.
- Saihestu azetona, diluitzailea, benzol edo alkohola erabiltzea jungailuaren edozein zati garbitzeko, gomendatutako eremuetan izan ezik.
- Erabili zapi lehor bat euskarritik hautsa eta zikinkeria kentzeko.
- Jarraitu beti eskuliburu honetako mantentze-argibideak.
Garraiorako eta biltegiratzeko neurriak
- Lokatzailea ingurune hotzetik epelera garraiatzen edo mugitzean, ezinbestekoa da fusio-juntagailua pixkanaka berotzen uztea, unitatearen barruan kondentsazioa saihesteko, eta horrek ondorio kaltegarriak izan ditzake juntzailean.
- Ondo paketatu fusio-juntagailua epe luzerako biltegiratzeko.
- Mantendu juntura garbia eta lehorra.
- Zehaztasun-doikuntzak eta lerrokatzeak ikusita, gorde itzazu euskarria bere zorroan, kalte eta zikinkeriatik babesteko.
- Saihestu beti juntagailua eguzki-argia zuzenean edo gehiegizko beroaren eraginpean uztea.
- Ez gorde eusgailua hautsez betetako ingurunean. Honen ondorioz, deskarga elektrikoa, juntura matxura edo juntze-errendimendu eskasa sor ditzake.
- Mantendu hezetasuna gutxieneko maila batean juntura gordeta dagoen tokian. Hezetasunak ez du %95etik gorakoa izan behar.
2.2 Instalazioa
![]() Garrantzitsua!
Garrantzitsua!
Jarraitu argibide hauek arretaz.
Splicer desegitea
Eutsi heldulekua gorantz, eta, ondoren, atera juntura zorrotik.
2.3 Gehiagoview Kanpoko Piezenak 2.4 Elikatze-metodoa
2.4 Elikatze-metodoa
Bateria
Hurrengo eskemak bateria nola instalatu azaltzen du.

3. kapitulua – Oinarrizko funtzionamendua
3.1 Splicer aktibatzea
Sakatu ![]() Eragiketa-paneleko botoia, itxaron eusgailua piztu arte. Ondoren, joan Workbench orrira.
Eragiketa-paneleko botoia, itxaron eusgailua piztu arte. Ondoren, joan Workbench orrira.
![]() Oharra:
Oharra:
LCD monitorea gure fabrikazio fabrikak kalitate kontrol zorrotzarekin ekoitzitako osagai zehatza da. Hala ere, kolore ezberdinetako puntu txiki batzuk oraindik pantailan gera daitezke. Bien bitartean, baliteke pantailaren distira uniformea ez agertzea, ren arabera viewangelua. Kontuan izan sintoma hauek ez direla akatsak, fenomeno naturalak baizik.
3.2 Zuntza prestatzea
3 urrats hauek egin behar dira lotu aurretik:
- Erauzketa: kendu gutxienez 50 mm-ko estaldura sekundarioa (hodi estu nahiz solte-estaldura sekundariorako balio du) eta gutxi gorabehera 30 ~ 40 mm-ko estaldura primarioa dezente egoki batekin.
- Garbitu zuntz biluziak alkohol hutsez bustitako gasarekin edo litxarrik gabeko ehunarekin.
- Zuntza moztu: juntze-emaitza onena ziurtatzeko, moztu zuntzak doitasun handiko txuleta batekin, esate baterako, INNO Instrument V serieko zuntz-abakiarekin, eta zorrozki kontrolatu behean agertzen diren mozketa-luzerak.
![]() Oharra:
Oharra:
Gogoratu beti zuntz-prestaketa bakoitzaren hasieran zuntzen muturretan bero-txiki daitekeen mahuka bat sartu behar duzula.
![]() Garrantzitsua!
Garrantzitsua!
Ziurtatu zuntz biluzia eta bere zati moztua garbi daudela.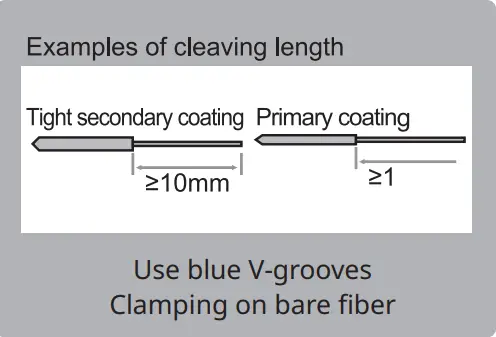
- Saihestu zuntzak hautsez betetako lan-azalera batean jartzea.
- Saihestu zuntzak airean astintzea.
- Egiaztatu V zirrikituak garbi dauden ala ez; hala ez bada, garbitu alkohol hutsez bustitako kotoiarekin.
- Egiaztatu clamps garbiak dira; hala ez bada, garbitu alkohol hutsez bustitako kotoiarekin.
3.3 Nola egin juntura bat
- Ireki haize aurkako estalkia.
- Ireki zuntza clamps.
- Jarri zuntzak V zirrikituetan. Ziurtatu zuntz-muturrak V-arteko ertzen eta elektrodoaren puntaren artean daudela.
- Clamp zuntza posizioan zuntz multzo bi itxiz clamps.
- Itxi haizearen aurkako estalkia.
![]() Oharra:
Oharra:
Ziurtatu zuntzak V zirrikituetan zehar irristatzen saihestu, baizik eta jarri V zirrikituen gainean eta okertu beherantz tokira (behean erakusten den moduan).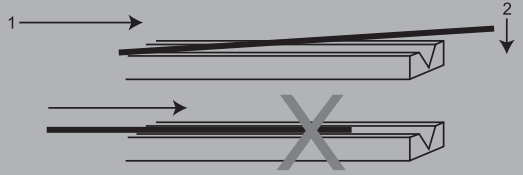
 Zuntzak ikuskatzea
Zuntzak ikuskatzea
Splicing-ekin jarraitu aurretik, ikuskatu zuntzak garbi eta ondo ebakita dauden egiaztatzeko. Akatsen bat aurkitzen bada, kendu zuntzak eta prestatu berriro.  Zuntz-muturrak ikusgai daude monitorean.
Zuntz-muturrak ikusgai daude monitorean. Zuntzaren muturrak monitorearen kanpoaldean.
Zuntzaren muturrak monitorearen kanpoaldean. Zuntza monitorearen gainean eta azpian amaitzen da; ez da detektatzen.
Zuntza monitorearen gainean eta azpian amaitzen da; ez da detektatzen.
![]() Oharra:
Oharra:
Zuntzak automatikoki egiaztatzen dira Ezarri botoia sakatzen duzunean. Splicer automatikoki zuntzetan zentratzen da eta kalteak edo hauts partikulak egiaztatzen ditu. Ejuntura
Ejuntura
Hautatu uztartze modu egokia.
Hasi splicing "SET" botoia sakatuz.
![]() Oharra:
Oharra:
Lotura "Abiarazte automatikoan" ezarrita badago, automatikoki juntura hasiko da haize-kontrako estalkia itxitakoan.
3.4 Nola babestu splice
Lotu ondoren, jarri zuntza bero-txikitzeko mahuka duen berogailuan. Sakatu [Beroa] botoia berotze-prozesua hasteko.
Berokuntza-prozedura
- Ireki berogailuaren estalkia
- Ireki ezkerreko eta eskuineko zuntz euskarriak. Eutsi bero-txikitzeko mahuka (aurretik zuntzaren gainean jarria). Altxatu zuntz elkartuak eta eutsi estu. Ondoren, irristatu bero-txikitutako mahuka uztartze puntura.
- Jarri zuntza beroa uzkurtzeko mahuka duen berogailuan clamp.
- Sakatu [Beroa] botoia berotzen hasteko. Amaitzean, berogailuaren LED adierazlea itzaliko da.

4. kapitulua – Splice modua
View 8X-ek elkartze-modu sinple baina oso indartsuak ditu, arku-korronteak definitzen dituztenak, uztartze-denborak eta uztarketa bat egiteko erabiltzen diren hainbat parametro. Ezinbestekoa da uztartze modu egokia hautatzea. "Aurrez ezarritako" elkartze modu batzuk daude zuntz konbinazio arruntetarako. Hori dela eta, askoz errazagoa da parametroak aldatzea eta gehiago optimizatzea ezohiko zuntz konbinazioetarako.
4.1 Splice modu aktiboa bistaratzea
Splitze modu aktiboa pantailaren ezkerraldean bistaratzen da beti (ikus behean). 4.2 Ejuntura modua hautatzea
4.2 Ejuntura modua hautatzea
Hautatu [Splice modua] Menu nagusitik. Hautatu uztartze modu egokia
Hautatu uztartze modu egokia

Hautatutako uztartze modua pantailan agertzen da. Sakatu [Berrezarri] botoia hasierako interfazearen orrira itzultzeko.
Sakatu [Berrezarri] botoia hasierako interfazearen orrira itzultzeko.
4.3 Splicing urrats orokorrak
Atal honetan splicing automatikoko prozesuan parte hartzen duten urratsak azaltzen dira eta elkartze-moduaren hainbat parametro prozesu honekin nola erlazionatzen diren deskribatzen du. Splicing-prozesu normala bi ataletan bana daiteke: aurrefusioa eta fusioa.
Fusioaurrekoa
Aurrefusioan, junturak lerrokatze eta fokatze automatikoak egiten ditu, non zuntzak prefusio-korronte baxu baten menpe dauden garbiketa helburuetarako; fusio aurreko irudia ere hartzen da. Une honetan, erabiltzaileari fusio aurreko irudian atzemandako arazoen berri ematen zaio, esate baterako, gaizki prestatutako zuntzak. Loturatzaileak abisu bat erakutsiko du zuntzak elkarrekin fusionatu aurretik.
Fusioa
Fusioan zehar, zuntzak elkartzen dira eta bost korronte ezberdin jasaten dituzte behean azaltzen den moduan. Parametro garrantzitsu bat, splicing zehar aldatzen dena, zuntzen arteko distantzia da. Fusio aurreko garaian, zuntzak bereizten dira. Egungo fasea aldatzen denez, zuntzak pixkanaka juntzen dira.
Splicing Prozesua
Arku-potentzia eta arku-denbora bi parametro garrantzitsuenetakotzat hartzen dira (beheko irudian ikusten den bezala). Parametro horien izena eta helburua, baita parametroen eragina eta garrantzia ere, hurrengo atalean deskribatuko dira 'Splicing-parametro estandarrak' atalean. Beheko irudiak arku-deskarga-baldintzak erakusten ditu («Arku potentzia» eta «Motor-higidura»ren arteko erlazioa). Baldintza hauek alda daitezke behean zerrendatutako splicing-parametroak aldatuz. Hala ere, juntura moduaren arabera, parametro batzuk ezin dira aldatu. A: Fusiblearen aurreko potentzia
A: Fusiblearen aurreko potentzia
B: Arku 1 potentzia
C: Arku 2 Potentzia
D: Garbiketa Arkua
E: Fusiblearen aurreko denbora
F: Aurrerapen-denbora gainjarriarekin lotutakoa
G: Arku 1 aldiz
H: Arku 2 ON denbora
I: Arku 2 OFF denbora
J: Arku 2 denbora
K: Taper Splicing itxaron denbora
L: Taper Splicing Denbora
M: Taper Splicing abiadura
N: Berriz arku Denbora
4.4 Splicing-parametro estandarrak
| Parametroa | Deskribapena |
| Txantiloia | Splicer datu-basean gordetako uztartze moduen zerrenda bistaratzen da. Modu egokia hautatzean, hautatutako uztartze moduaren ezarpenak hautatutako uztartze modu batera kopiatzen dira erabiltzaileak programatzen duen eremuan. |
| Izena | Ejuntura modu baten izenburua (zazpi karaktere gehienez) |
| Oharra | Splice modu baten azalpen zehatza (15 karaktere gehienez). "Hautatu uztartze modua" menuan bistaratzen da. |
| Lerrokatu mota | Ezarri zuntzetarako lerrokatze mota. "Core": zuntz-nukleoaren lerrokatzea |
| Arkua doitzea | Doitu arku-potentzia zuntzen baldintzen arabera. |
| Tira proba | "Tira proba" "ON" ezarrita badago, tira-proba bat egiten da haize-kontrako estalkia irekitzean edo SET botoia sakatuz juntura ondoren. |
| Galeraren estimazioa | Galeraren estimazioa erreferentziatzat hartu behar da. Galera zuntz-irudiaren arabera kalkulatzen denez, baliteke benetako baliotik desberdina izatea. Estimazio-metodoa modu bakarreko zuntz batean oinarritzen da eta 1.31pm-ko uhin-luzeran kalkulatzen da. Balio estimatua erreferentzia baliotsua izan daiteke, baina ezin da onarpenaren oinarri gisa erabili. |
| Gutxieneko galera | Zenbateko hori hasiera batean kalkulatutako juntura-galera estimatutakoari gehitzen zaio. Zuntz bereziak edo desberdinak elkartzean, arku-baldintza optimizatuekin ere juntura-galera handia gerta daiteke. Estimatutako empaldura-galera benetako empaldura-galera bat etor dadin, ezarri gutxieneko galera diferentziaren balioarekin. |
| Galera muga | Errore-mezu bat bistaratuko da estimatutako empaldura-galerak ezarritako galera-muga gainditzen badu. |
| Nukleoaren angeluaren muga | Errore-mezu bat bistaratuko da junkatutako bi zuntzen tolestura-angeluak hautatutako atalasea gainditzen badu (Nukleoaren angeluaren muga). |
| Moztu angeluaren muga | Errore-mezu bat bistaratuko da ezkerreko edo eskuineko zuntzaren muturren mozketa-angeluak hautatutako atalasea gainditzen badu (ebaki-muga). |
| Hutsunearen posizioa | Lotzeko kokapenaren posizio erlatiboa elektrodoen erdian ezartzen du. Ejuntura-galera hobetu egin daiteke zuntz desberdinen juntzeen kasuan [Gap posizioa] MFD beste zuntz MFDa baino handiagoa den zuntz batera aldatuz. |
| Hutsunea | Ezarri muturreko aurpegiko tartea ezkerreko eta eskuineko zuntzen artean lerrokatzeko eta fusioaren aurreko isurketaren unean. |
| Gainjartzea | Ezarri zuntzen gainjartze-kopurua zuntz propultsatzaileantage. Nahiko txikia [Gainjartzea] gomendatzen da [Aurreberotu arku-balioa] baxua bada, eta nahiko handia [Gainarritzea] gomendatzen da [Preberotu arku-balioa] handia bada. |
| Garbiketa Arkuaren denbora | Garbiketa-arku batek zuntzaren gainazaleko mikro-hautsa erretzen du denbora laburrean arku-deskarga batekin. Parametro honen bidez garbiketa-arkuaren iraupena alda daiteke. |
| Aurreberotu arkuaren balioa | Ezarri arku-fusiblearen aurreko potentzia arku-deskargaren hasieratik zuntzen bultzadaren hasierara arte. "Preheat Arc Value" baxuegia ezartzen bada, desplazamendu axiala gerta daiteke zatitutako angeluak eskasak badira. "Preheat Arc Value" altuegia ezartzen bada, zuntzaren muturreko aurpegiak gehiegi fusionatzen dira eta juntura-galera handitzen da. |
| Aurrez berotu arku-denbora | Ezarri arkuaren aurre-fusiblearen denbora arku-deskargaren hasieratik zuntzen bultzadaren hasierara arte. Luzeak [Preheat Arc Time] eta altuek [Preheat Arc Value] emaitza berdinak lortzen dituzte. |
| Fuse Arc balioa | Arku potentzia ezartzen du. |
| Fuse Arc denbora | Arku-denbora ezartzen du. |
5. kapitulua – Splice Aukera
5.1 Splice moduaren ezarpena
- Hautatu [Splice aukera] Splice moduko menuan.
- Hautatu aldatzeko parametroa.

| Parametroa | Deskribapena |
| Abiarazi automatikoa | "Abiarazte automatikoa" AKTIBATUTA badago, juntura automatikoki hasiko da haize-kontrako estalkia itxi bezain laster. Zuntzak aldez aurretik prestatu eta junturan sartu behar dira. |
| Etenaldia 1 | "Pausa 1" ON ezarrita badago, juntze-eragiketa eten egiten da zuntzak hutsunearen posizioan sartzen direnean. Pausa-angeluak bistaratzen dira etenaldian. |
| Etenaldia 2 | "Pausa 2" ON ezarrita badago, juntze-eragiketa eten egingo da zuntz-lerrokatzea amaitu ondoren. |
| Ez ikusi juntura-errorea | |
| Angelu moztu | "OFF" aukeran ezartzeak akatsak alde batera uzten ditu eta elkarketa osatzen jarraitzen du zerrendatutako errorea agertu arren. |
| Nukleoaren angelua | |
| Galera | |
| Gantza | |
| Mehea | |
| Zuntz-irudia pantailan | |
| Etenaldia 1 | Pantailan zuntz-irudien bistaratzeko metodoa ezartzen du s desberdinetantagjuntze eragiketaren es. |
| Lerrokatu | |
| Etenaldia 2 | |
| Arkua | |
| Estimazioa | |
| Hutsune multzoa | |
6. kapitulua – Berogailu modua
Splicer-ek gehienez 32 bero-modu eskaintzen ditu, INNO Instrumentek aurrez ezarritako 7 bero-modu barne, erabiltzaileak aldatu, kopiatu eta kendu ditzake.
Hautatu erabilitako babes-manhukarekin ondoen bat datorren berokuntza modua.
Babes-mahuka mota bakoitzerako, juntagailuak berotze modu optimoa du. Modu hauek berogailu moduaren interfazean aurki daitezke erreferentzia gisa. Modu egokia kopiatu eta modu pertsonalizatu berri batean itsatsi dezakezu. Erabiltzaileek parametro horiek edita ditzakete.
6.1 Berogailu modua hautatzea
Hautatu [Hautatu bero modua] [Berogailu modua] menuan. Hautatu [Berogailu modua] menua.
Hautatu [Berogailu modua] menua.
 Hautatu bero modua.
Hautatu bero modua. Hautatutako bero modua pantailan agertzen da.
Hautatutako bero modua pantailan agertzen da.
Sakatu [R] botoia hasierako interfazera itzultzeko.
6.2 Bero modua editatzea
Berokuntza-moduaren berokuntza-parametroak erabiltzaileak alda ditzake.
 Hautatu [Editatu bero-modua] [Berogailu modua] menuan.
Hautatu [Editatu bero-modua] [Berogailu modua] menuan. Hautatu aldatu beharreko parametroak
Hautatu aldatu beharreko parametroak
6.3 Bero modua ezabatu Hautatu [Berogailu modua] menua.
Hautatu [Berogailu modua] menua.
Hautatu [Ezabatu bero modua].
Hautatu ezabatu beharreko bero modua
![]() Oharra:
Oharra:
Modu grisak (20mm, 30mm, 40mm, 50mm, 33mm) ezabatu ezin daitezkeen sistemaren aurrezarpenak dira
Bero-moduaren parametroak
| Parametroa | Deskribapena |
| Txantiloia | Mahuka mota ezartzen du. Bero-modu guztien zerrenda bistaratzen da. Hautatutako modua modu berrira kopiatuko da |
| Izena | Bero moduaren izenburua. |
| Berogailuaren tenperatura | Berokuntza-tenperatura ezartzen du. |
| Berogailuaren denbora | Berokuntza-denbora ezartzen du. |
| Aurrez berotu tenperatura | Aurreberotzeko tenperatura ezartzen du. |
Splicer-ek funtzio anitz ditu ohiko mantentze-lanak egiteko. Atal honetan mantentze-menua nola erabili deskribatzen da.
Hautatu [Mantentze-menua].
Hautatu egin beharreko funtzio bat.
7.1 Mantentzea
Splicer-ek diagnostiko-proba funtzio bat dauka, erabiltzaileari hainbat parametro aldagai kritiko ebaluatzeko aukera ematen diona urrats sinple batean bakarrik. Egin funtzio hau splicer funtzionamendu-arazoak izanez gero.
Eragiketa Prozedura Hautatu [Mantentze-lanak] [Mantentze-menuan] Exekutatu [Mantentze-lanak] eta, ondoren, egiaztapen hauek egingo dira.
Hautatu [Mantentze-lanak] [Mantentze-menuan] Exekutatu [Mantentze-lanak] eta, ondoren, egiaztapen hauek egingo dira.
| Ez. | Egiaztatu elementua | Deskribapena |
| 1 | LED kalibrazioa | Neurtu eta egokitu LEDaren distira. |
| 2 | Hautsaren egiaztapena | Egiaztatu kameraren irudian hautsik edo zikinkeriarik ez dagoen eta ebaluatu zuntz-ebaluazioa eragozten duten ala ez. Kutsadura hautematen bada, sakatu itzultzeko botoia bi aldiz bere kokapena bistaratzeko. |
| 3 | Doitu Posizioa | Zuntzaren doikuntza automatikoa |
| 4 | Motoren Kalibrazioa | 4 motorren abiadura automatikoki kalibratzen du. |
| 5 | Elektrodoak egonkortzea | Zehaztasunez neurtzen du elektrodoen posizioa ARC deskargaren bidez. |
| 6 | Arkuaren Kalibrazioa | Automatikoki kalibratzen ditu arku-potentzia-faktorea eta zuntz juntze-posizioa. |
7.2 Elektrodoak ordezkatu
Denborarekin bateratze-prozesuan elektrodoak higatzen direnez, elektrodoen puntetako oxidazioa aldizka egiaztatu behar da. 4500 arku-deskargaren ondoren elektrodoak ordezkatzea gomendatzen da. Arku-deskarga kopurua 5500 zenbakira iristen denean, elektrodoak ordezkatzeko eskatzen duen mezua bistaratzen da argia piztu eta berehala. Higatutako elektrodoak erabiltzeak juntura-galera handiagoa eta juntura-indarra murriztuko du.
Ordezkatzeko prozedura
Hautatu [Ordeztu elektrodoak] [Mantentze-menuan].
Argibide-mezuak agertuko dira pantailan. Ondoren, itzali junturagailua.
Kendu elektrodo zaharrak.
I) Elektrode-estalkiak kendu
II) Atera elektrodoak elektrodoen estalkietatik Garbitu elektrodo berriak alkoholez bustitako gasa garbiarekin edo litxarrik gabeko ehunarekin eta instalatu junturan.
Garbitu elektrodo berriak alkoholez bustitako gasa garbiarekin edo litxarrik gabeko ehunarekin eta instalatu junturan.
I) Sartu elektrodoak elektrodoen estalkietan.
II) Berriro jarri elektrodoen estalkiak juntagailuan, eta estutu torlojuak.
Oharra:
![]() Ez estutu gehiegi elektrodoen estalkiak.
Ez estutu gehiegi elektrodoen estalkiak.
INNO Instrumentuak gomendatzen die erabiltzaile guztiei [Egonkortu Elektrodoak] egitea eta [Arku Kalibrazioa] bat osatzea elektrodoak ordezkatu ondoren, uztartze emaitza onak eta uztartze indarra mantentzeko (xehetasunak behean deskribatzen dira).
7.3 Elektrodoak egonkortzea
Eragiketa Prozedura
- Hautatu [Egonkortu elektrodoak].
- Jarri prestatutako zuntzak junturan juntzeko.
- Sakatu [S] botoia, eta juntagailua elektrodoak automatikoki egonkortzen hasiko da prozedura hauetan:
- Errepikatu arku-deskarga bost aldiz arkuaren posizioa neurtzeko.
- Egin splicing 20 aldiz jarraian elektrodoen posizioa zehatz-mehatz ezartzeko.
7.4 Motoren Kalibrazioa
Motorrak fabrikan doitzen dira bidali aurretik, baina baliteke haien ezarpenak denborarekin kalibratu behar izatea. Funtzio honek automatikoki kalibratzen ditu prentsa-motorrak.
Eragiketa Prozedura
- Hautatu [Motor Kalibrazioa] [Mantentze-menuan].
- Kargatu prestatutako zuntzak junturan eta sakatu [Ezarri] botoia.
- Prentsa-motorrak automatikoki kalibratzen dira. Amaitzean, arrakasta-mezu bat bistaratuko da.
![]() Oharra:
Oharra:
* Egin funtzio hau "Gizena" edo "Argala" akatsa gertatzen denean, edo zuntzen lerrokatzeak edo fokatzeak denbora gehiegi hartzen duenean.
7.5 Arkuaren Kalibrazioa
Eragiketa Prozedura
- Mantentze-menuan [Arku Kalibrazioa] hautatu ondoren, [Arku Kalibrazioa] irudi bat bistaratuko da pantailan.
- Ezarri prestatutako zuntzak junturan, sakatu [Ezarri] botoia ARC Kalibrazioa hasteko.
![]() Oharra:
Oharra:
* Erabili SM zuntz estandarra arku kalibratzeko. * Ziurtatu zuntzak garbi daudela. Zuntz gainazaleko hautsak arkuaren kalibrazioa eragiten du.
Arku kalibratu ondoren, 2 zenbakizko balio bistaratuko dira pantailan. Eskuineko balioak 11 ± 1 direnean, juntzaileak osatzeko mezua eskatuko du, bestela, zuntzak berriro moztu behar dira arku-kalibraziorako mezua arte, eragiketa arrakastaz amaitu arte.
Irudien analisiaren bidez, uztargailuak hautsa eta kutsatzaileak hautematen ditu uztartze-kameretan eta zuntz desegokian hautematea eragin dezaketen lenteetan. Funtzio honek kameraren irudiak kutsatzaileen presentzia egiaztatzen du eta junturaren kalitatean eragina izango duten ala ez ebaluatzen du.
Eragiketa Prozedura
- Hautatu [Hautsa egiaztatzea] [Mantentze-menuan].
- Zuntzak junturan jartzen badira, kendu eta sakatu [Ezarri] hautsaren egiaztapena hasteko.
- Hautsa egiaztatzeko prozesuan hautsa hautematen bada, "Huts egin" mezua bistaratuko da pantailan. Ondoren, garbitu lenteak eta [Hautsa egiaztatu] pantailan "Osatu" mezua agertu arte.
Oharra:
Lente objektiboak garbitu ondoren kutsadura oraindik badago, jarri harremanetan gertuen duzun salmenta-agentearekin.
Elektrodoak beste batekin ordezkatzea gomendatzen da Uneko Arku Zenbakiak 5500 gainditzen dituenean, empalduraren kalitatea bermatzeko.
- Sartu [Mantentze-menua] > [Ordeztu elektrodoak] > [Elektrodoen atalaseak].
- Ezarri elektrodoen kontua eta elektrodoen abisua.
| Parametroa | Deskribapena |
| Elektrodoen kontuz | Elektrodoaren deskarga kopurua ezarritako zenbakia baino handiagoa denean, mezua "Kontuz! Ordeztu elektrodoak” agertuko da fusio-juntagailua abiaraztean. Parametroa "4500" gisa ezartzea gomendatzen da. |
| Elektrodoen abisua | Elektrodoaren deskarga-zenbaketa ezarritako zenbakia baino handiagoa denean, mezua "Kontuz! Ordeztu elektrodoak” agertuko da fusio-juntagailua abiaraztean. Parametro hau "5500" gisa ezartzea gomendatzen da. |
Eguneratu Softwarea
- Hara joan beharko duzu View 8X produktuaren orria aktibatuta www.innoinstrument.com eta deskargatu software eguneratua file orrialde honetatik.
- Deskargatu ondoren, kargatu file USB disko batean.
- Ondoren, konektatu USB unitatea jungailura eta kargatu files.
- Hautatu [Eguneratu softwarea] [Sistemaren ezarpenak] interfazean.
- [Ados] sakatu ondoren, junturatzaileak automatikoki hasiko du eguneratze prozesua.
- Splicer berrabiaraziko da bertsio berritzea amaitu ondoren.
8. kapitulua – Utilitateak
8.1 Sistemaren ezarpena
|
Parametroa |
Deskribapena |
| Burrunbagailua | Soinu burrunbagailua ezartzen du. |
| Tenperatura Unitatea | Tenperatura-unitatea ezartzen du. |
| Berokuntza automatikoa | [Aktibatuta] ezartzen bada, zuntza berogailuan jartzen denean. Berogailuak automatikoki egingo du berogailua. |
| Hautsaren egiaztapena | Irudiaren eremuan hautsik dagoen egiaztatzen du. Hautsa egiaztatzeko funtzioa ezartzen du, OFF lehenespenez. ON ezarriz gero, hodiaren egiaztapena automatikoki egingo da juntura pizten denean. |
| Tiraketa proba | Tira-testa ezartzen du, lehenespenez AKTIBATUTA, OFF gisa ezarriz gero, tira-proba ez da egingo. |
| LED zuria | LED etengailu zuria. |
| Pasahitza blokeatu | Pasahitz babesa gaitzen du. |
| Berrezarri | Fabrikako ezarpenak berrezartzen ditu. |
| Eguneratu Softwarea | Splicer softwarea eguneratzeko prozedura. |
| Hizkuntza | Sistemaren hizkuntza ezartzen du. |
| Energia aurrezteko aukera | [Monitora itzaltzea], [Splicer itzaltzea] denbora eta LCD distira ezartzen ditu. |
| Ezarri egutegia | Sistemaren ordua ezartzen du. |
| Aldatu pasahitza | Pasahitza aldatzeko aukera. Pasahitz lehenetsia 0000. |
Energia aurrezteko aukera
Bateriaren erabileran energia aurrezteko funtzioa ezartzen ez bada, uztartze-zikloen kopurua murriztu egingo da.
- Hautatu [Energia aurrezteko aukera] [Sistemaren ezarpenak] atalean
- Aldatu [Monitor Shut Down] eta [Splicer Shut Down] denborak
| Parametroa | Deskribapena |
| Monitorea Itzali | Bateriaren energia aurrezteko, eginbide hau aktibatuz gero, pantaila automatikoki itzaliko da, baldin eta ezpatzailea ezarrita dagoen denboran erabiltzen ez bada. Pantaila itzaltzen denean, argi keinu bat ikusiko duzu pizteko botoiaren ondoan. Sakatu edozein tekla pantaila berriro pizteko. |
| Splicer Itzali | Automatikoki itzaltzen du juntagailuaren potentzia ezarrita dagoen denboran inaktibo geratzen bada. Horrek bateria agortzea saihesten du. |
8.2 Sistemaren informazioa
[Sistemaren informazioa] hautatu ondoren, mezu hauek agertuko dira pantailan:
|
Parametroa |
Deskribapena |
| Makina Serie ZK. | Fusio-juntagailuaren serie-zenbakia bistaratzen du. |
| Software bertsioa | Fusio-juntagailuaren software-bertsioa bistaratzen du. |
| FPGA bertsioa | FPGAren bertsioa bistaratzen du. |
| Arku-zenbaketa osoa | Arku-deskargaren guztizko kopurua bistaratzen du. |
| Gaur egungo arku-zenbaketa | Uneko elektrodo multzorako arku-deskargaren zenbaketa bistaratzen du. |
| Azken mantenua | Azken mantentze-data bistaratzen du. |
| Ekoizpen Data | Produkzio data bistaratzen du. |
I. eranskina
Splice-galera handia: arrazoia eta erremedioa
| Sintoma | Izena | Kausa | Erremedioa |
|
|
Zuntz-nukleoaren desplazamendu axiala | Hautsa dago V zirrikituetan eta/edo zuntzezko puntetan | Garbitu V zirrikitu eta zuntz puntak |
 |
Zuntz-nukleoaren angeluaren errorea | Hautsa dago V zirrikituetan eta zuntz-mailuan | Garbitu V zirrikituak eta zuntz-mailua |
| Zuntzaren muturreko kalitate txarra | Begiratu garbigailua | ||
 |
Zuntz-nukleoa tolestea | Zuntzaren muturreko kalitate txarra | Begiratu garbigailua |
| Fusiblearen aurreko potentzia baxuegia edo fusiblearen aurreko denbora laburregia. | Handitu [Fusible aurreko potentzia] eta/edo [Fusible aurreko denbora]. | ||
 |
Modu eremuaren diametroak ez datoz bat | Arku potentzia ez da egokia | Handitu [Fusible aurreko potentzia] eta/edo [Fusible aurreko denbora]. |
 |
Hautsaren errekuntza | Zuntzaren muturreko kalitate txarra | Begiratu garbigailua |
| Zuntz edo arku garbitu ondoren oraindik hautsa dago. | Garbitu zuntza ondo edo handitu [Arku-denbora garbitzeko] | ||
 |
Burbuilak | Zuntzaren muturreko kalitate txarra | Begiratu garbigailua |
| Fusiblearen aurreko potentzia baxuegia edo fusiblearen aurreko denbora laburregia. | Handitu [Fusible aurreko potentzia] eta/edo [Fusible aurreko denbora]. | ||
 |
Bereizketa | Zuntz betegarria txikiegia | Egin [Arku-kalibrazioa]. |
| Fusiblearen aurreko potentzia altuegia edo fusiblearen aurreko denbora luzeegia. | Murriztu [Fusible-aurreko potentzia] eta/edo [Fusible-aurreko denbora]. | ||
 |
Gantza | Zuntz betetzea gehiegi | Murriztu [Gainjarri] eta egin [Arku-kalibrazioa]. |
 |
Mehea Splicing-lerroa |
Arku potentzia ez da egokia | Egin [Arku-kalibrazioa]. |
| Arku-parametro batzuk ez dira egokiak Arku-parametro batzuk ez dira egokiak |
Egokitu [Fusiblearen aurreko potentzia], [Fusiblearen aurreko denbora] edo [Gainjartzea] Doitu [Fusiblearen aurreko potentzia], [Fusiblearen aurreko denbora] edo [Gainarritzea] |

![]() Oharra:
Oharra:
Diametro edo modu anitzeko zuntz ezberdineko hainbat zuntz optiko uztartzean, lerro bertikal bat ager daiteke, "splicing-lerroak" deritzona. Garrantzitsua da kontutan izan horrek ez duela eraginik splicing-aren kalitatean, splicing galera eta splicing indarra barne.
II. eranskina
Errore-mezuen zerrenda
Splicer erabiltzen duzun bitartean, baliteke errore-mezu bat aurkitzea pantailan. Jarraitu behean zerrendatutako irtenbideei arazoari aurre egiteko. Arazoak jarraitzen badu eta ezin bada konpondu, baliteke akatsak egotea fusio-juntagailuan. Horrelako kasuetan, zure salmenta agentziarekin kontsultatzea komeni da laguntza gehiago lortzeko.
| Errore-mezua | Kausa | Irtenbidea |
| Ezkerreko Fiber Place errorea | Zuntzaren amaierako aurpegia elektrodoaren erdiko lerroaren gainean edo haratago jartzen da. | Sakatu "R" botoia, eta ezarri zuntz amaierako aurpegia elektrodoaren erdiko lerroaren eta V-arteko ertzaren artean. |
| Eskuineko zuntz lekuan errorea | ||
| Sakatu Motor Distantzia Muga baino gehiago | Zuntza ez dago behar bezala ezarrita V-ko zirrikituan. Zuntza ez dago Kameraren eremuan view. | Sakatu "R" botoia eta berriro kokatu zuntza. |
| Sakatu Motor Error | Motorra kaltetuta egon daiteke. | Kontsultatu hurbilen duzun INNO Talde Teknikoa. |
| Bilatu zuntz amaierako aurpegia huts egin du | Zuntza ez dago behar bezala ezarrita V-ko zirrikituan. | Sakatu "R" botoia eta berriro kokatu zuntza. |
| Arku-hutsegitea | Arku deskarga ez da gertatu. | Ziurtatu elektrodoak posizio egokian daudela. Ordeztu elektrodoak. |
| Lerrokatu Motor Distantzia Mugaren gainetik | Zuntza ez dago behar bezala ezarrita V-ko zirrikituan. | Sakatu "R" botoia eta berriro kokatu zuntza. |
| Bilatu Fiber Clad huts egin du | Zuntza ez dago behar bezala ezarrita V-ko zirrikituaren behealdean. | Sakatu "R" botoia eta berriro kokatu zuntza. |
| Zuntz jantzitako hutsunea okerra | Zuntzaren gainazalean hautsa edo zikinkeria dago | Prestatu berriro zuntza (bildu, garbitu eta moztu). |
| Zuntz mota ezezaguna | Zuntzaren gainazalean hautsa edo zikinkeria dago | Prestatu berriro zuntza (bildu, garbitu eta moztu). |
| Bat ez datozen zuntzak | Erabili batuketa-modu egoki bat AUTO splitze modua ez den beste bat berriro uztartzeko. | |
| Zuntz optiko ez-estandarrak | AUTO Splice moduak SM, MM, NZ bezalako zuntz estandarrak soilik identifikatu ditzake. | |
| Zuntz jantzitako muga baino gehiago | Zuntz ez dago Kameraren eremuan view. | Egokitu zuntzaren posizioa eta osatu [Motor Calibration] mantentze-lanetarako. |
| Focus Motor Home posizioa Erro | Fusio-juntagailua indarrez kolpatzen da juntze-eragiketan. | Egin [Motorraren Kalibrazioa] mantentze-lanetarako. Arazoa oraindik konpondu ezin bada, jarri harremanetan tokiko INNOko talde teknikoarekin. |
| Fiber End face Gap Wrong | [Gainjarri] ezarpen gehiegi | Doitu edo hasieratu [Gainjarri] ezarpena. |
| Motorra ez dago kalibratuta | Egin [Motor Kalibrazioa] mantentze-lanak. | |
| Motor Distantzia Muga Gaindiko | Zuntza ez dago behar bezala ezarrita V-ko zirrikituan. | Sakatu "R" botoia eta berriro kokatu zuntza. |
| Zuntzaren gainazalean hautsa edo zikinkeria dago | Prestatu berriro zuntza (bildu, garbitu eta moztu). | |
| Zuntzaren gainazalean hautsa edo zikinkeria dago | Exekutatu [Hautsaren egiaztapena] lenteak eta ispiluak garbitu ondoren. | |
| Zuntz desegokia | Bi aldeetako zuntzak ez dira berdinak | Baliteke juntura-galera handia izatea juntzen jarraitzen baduzu. Erabili zuntzei dagokien juntze modu egokia. |
| Mugimenduaren gaineko angelua moztu | Zuntz txarreko muturreko aurpegia | Prestatu zuntza berriro (bildu, garbitu eta moztu).Egiaztatu zuntz-abakiaren egoera. Pala gastatuta badago, biratu pala posizio berri batera. |
| [Cleave Limit] baxuegia ezarri da. | Handitu "Cleave Limit" (balio estandarra: 3.0°) | |
| Nukleoaren angelua mugaren gainetik | [Offset Muga] baxuegia ezarri da. | Handitu "Core Angle Limit" (balio estandarra: 1.0°). |
| Hautsa edo zikinkeria V zirrikituan edo clamp txipa. | Garbitu V-hoovea. Prestatu eta berriro kokatu zuntza. | |
| Huts egin du zuntz ardatzaren lerrokatzea | Desplazamendu axiala (>0.4um) | Prestatu berriro zuntza (bildu, garbitu eta moztu). |
| Motorra ez dago kalibratuta | Egin [Motor Kalibrazioa] mantentze-lanak. | |
| Zuntza zikina da | Zuntzaren gainazalean hautsa edo zikinkeria dago | Prestatu berriro zuntza (bildu, garbitu eta moztu). |
| Hautsa edo zikinkeria lentean edo LEDetan dago | Exekutatu [Hautsaren egiaztapena]. Hautsa edo zikinkeria badago, garbitu lenteak edo LEDak | |
| "Arkuaren garbiketa denbora" laburregia da | Ezarri "Arkuaren garbiketa-denbora" 180 ms-ra | |
| Lerrokatu kokapen zailak diren nukleo-zuntzak nukleoa lerrokatzeko metodoa erabiliz splicing zehar. | Lotu MM splitze moduaren nukleoak aurkitzeko zailak diren zuntzak (estaldura-geruzaren lerrokatzea). | |
| Gantz juntze puntua | [Gainjarri] ezarpen gehiegi | Doitu edo hasieratu "Gainjarri" ezarpena. |
| Motorra ez dago kalibratuta. | Kalibratu arkuaren potentzia [Arkuaren Kalibrazioa] funtzioarekin. | |
| Splicing Point mehea | Arku potentzia desegokia | Kalibratu arkuaren potentzia [Arkuaren Kalibrazioa] funtzioarekin. |
| Fusiblearen aurreko potentzia edo denbora altuegia ezarri da | Egokitu edo hasieratu "Fusioaren aurreko potentzia" edo "Fusiblearen aurreko denbora" ezarpenak. | |
| Ez dago "Gainjarri" ezarpen nahikoa | Doitu edo hasieratu [Gainjarri] ezarpena |
Ohiko arazo batzuen irtenbideak behean ematen dira zure erreferentzia gisa. Arazoak konpondu ezin badituzu, jarri harremanetan fabrikatzailearekin zuzenean laguntza eskatzeko.
1. Power ez da itzaltzen "ON/OFF" botoia sakatzean.
- Eduki sakatuta "ON/OFF" tekla LEDak keinu egin arte, askatu botoia eta juntura itzaliko da.
2. Arazoak uztargailuarekin batuketa gutxi batzuk bakarrik egiteko gai dira guztiz kargatutako bateria batekin.
- Bateriaren energia gutxitu egin daiteke denborarekin, memoria-efektuen eta biltegiratze luzearen ondorioz. Hori konpontzeko, bateria guztiz deskargatzen utzi ondoren kargatzea gomendatzen da.
- Bateriaren bizitza amaierara iritsi da. Instalatu bateria berri bat.
- Ez erabili bateria tenperatura baxuan.
3. Errore mezua agertzen da monitorean.
- Ikus ll eranskina.
4. Splice-galera handia
- Garbitu V zirrikituak, zuntz clamps, haize babesle LEDak eta kameraren lenteak.
- Ordeztu elektrodoak.
- Ikus l eranskina.
- Splice-galera mozketa-angeluaren, arku-baldintzen eta zuntzaren garbitasunaren arabera aldatzen da.
5. Monitorea bat-batean itzali da.
- Energia aurrezteko funtzioa gaituz gero, splicer-a potentzia baxuko egoera batean sartzen da aktibitate luze baten ondoren. Sakatu edozein tekla erreserba moduan kentzeko.
6. Bat-batean juntze-energia itzali da.
- Energia aurrezteko funtzioa gaitzen duzunean, uztargailuak itzali egingo du uztargailua jarduerarik gabe egon ondoren.
7. Estimatutako empaldura-galera eta Benetako empaldura-galera arteko desegokia.
- Kalkulatutako galera kalkulatutako galera da, beraz, erreferentzia gisa soilik erabil daiteke.
- Baliteke juntagailuaren osagai optikoak garbitu behar izatea.
8. Zuntz babesteko mahuka ez da guztiz uzkurtzen.
- Berokuntza-denbora luzatu.
9. Berokuntza-prozesua bertan behera uzteko metodoa.
- Sakatu "BEROA" botoia berotze-prozesua bertan behera uzteko.
10. Zuntz babesteko mahuka uzkurtu ondoren berogailuari itsatsi zaio.
- Erabili kotoizko kotoi bat edo antzeko mutur biguneko objektu bat mahuka bultzatzeko eta kentzeko.
11. Pasahitzak ahaztu.
- Jarri harremanetan hurbilen duzun INNO Instrument talde teknikoarekin.
12. Ez dago arku-potentzia aldaketarik [Arku Kalibrazioa] ondoren.
- Barne faktorea kalibratu eta doitzen da aukeratutako arku-potentziaren ezarpenerako. Splitze modu bakoitzean bistaratzen den arku-potentzia konstante mantentzen da.
13. Ahaztu mantentze-funtzioaren prozesuan zuntz optikoa jartzea.
- Haizearen aurkako estalkia ireki eta prestatutako zuntzak V zirrikian jarri eta "SET" edo "R" botoia sakatu jarraitzeko.
14. Ezin izan da bertsio berritzea
- Erabiltzaileek USB unitate "berria" erabiltzen dutenean bertsio berritzeko, baliteke uztartzaileak ezin izango duela berritze-programa behar bezala identifikatu. file; USB unitatea berrezarri behar duzu eta berrabiarazi splicer.
- Egiaztatu bertsio berritzea file izena eta formatua zuzenak dira.
- Arazoak konpondu ezin badituzu, jarri harremanetan zuzenean fabrikatzailearekin.
15. Beste batzuk
- Mesedez, jarri harremanetan fabrikatzailearekin zuzenean.
Amaiera
* Produktuen ereduak eta zehaztapenak aldez aurretik jakinarazi gabe alda daitezke.
![]()
![]() Copyright © 2024 INNO Instrument Inc.
Copyright © 2024 INNO Instrument Inc.
Eskubide guztiak erreserbatuta.
INNO Instrument Inc.
support@innoinstrument.com
Hasierako orria
www.INNOinstrument.com
Mesedez, bisita gaitzazu Facebook-en
www.facebook.com/INNOinstrument
Dokumentuak / Baliabideak
 |
TEKNOLOGIA View 8X Premium Core Lerrokatzea Fusion Splicer [pdf] View 8X Premium Core Lerrokatzea Fusion Splicer, View 8X, Premium Core Lerrokadura Fusion Splicer, Core Alignment Fusion Splicer, Lerrokatze Fusion Splicer, Fusion Splicer |